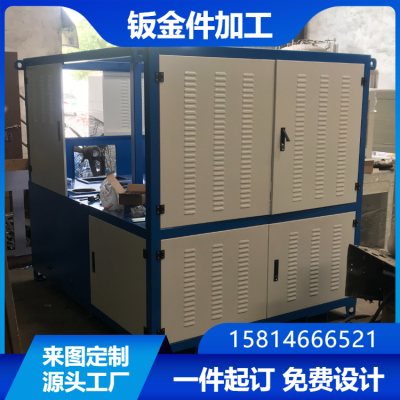
| 产品特性:按需定制 | 钣金材质:镀锌板 | 钣材厚度:2.0mm |
| 加工尺寸/长*宽*高:1800*800*1500mm | 公差:0.6 | 成型件:机柜 |
| 下料方式:NC数控下料 | 加工工序:成型 | 表面处理:烤漆 |
| 打样周期:1-3天 | 加工周期:4-7天 | 应用领域:工业设备 |
在数控钣金工艺下料的时候可以根据加工方式的不同,被分为了普冲、数冲、剪床开料、激光切割、风割的方式,异形钣金厂家,东莞钣金加工方式的不同在下料的时候加工工艺也是有所不同的,钣金下料的方式主要为数冲与激光切割。
在数控钣金工艺中数冲主要就是使用数控冲床进行加工,而所使用板材的厚度加工范围应该是冷轧板、热轧板小于或冬雨3毫米,铝板则应该小于或等于4毫米而不锈钢则应小于或等于2毫米。

激光切割就是用激光机飞行切割加工而板材厚度的加工范围是,冷轧板与热轧板都小于等于20毫米而不锈钢要小于10毫米,使用激光切割的优点就是加工板材的厚度大而且切割工件的外形速度比较快,异形钣金加工,加工也是非常灵活的而缺点就是无法加工成型网孔件不宜使用该方法加工因为加工的成本过高。