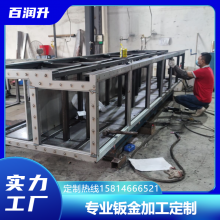
| 产品特性:钣金加工 | 钣金材质:冷轧板 | 钣材厚度:2.0mm |
| 加工尺寸/长*宽*高:3*2*1mm | 公差:0.5 | 成型件:机柜 |
| 加工工序:折弯、 切割、 成型 | 表面处理:烤漆 | 打样周期:4-7天 |
| 加工周期:8-15天 | 应用领域:电力、 工业设备 |
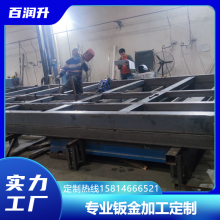
机架焊接加工的工艺:
1、在机架加工中,当工件在切削加工时,工件的表面会形成与刀具形状几乎相同的印痕以及留下大量的鳞刺,容易增加工件表面的粗糙度,降低工件表面的质量。一般来说,在这种情况下,切削加工时应适当变大刀具的圆弧半径,适当减少刀具给进量,使刀具在工件上残留面积的高度尽可能降低,以***工件表面的粗糙度控制在适当的范围内。这样可以***减少工件表面的积屑瘤和鳞刺,提高工件表面的质量,延长工件的使用寿命。

2、改善切削加工速度
在工件进行切削加工时,如果切削速度较高,可以使切削过程中工件表面的塑性变形大大降低,切削的速度越高塑性变形的程度就越小,能***降低工件表面的粗糙度。如果切削速度不够,工件在切削过程中会产生积屑瘤,影响工件表面质量。
我司接受多种如来图来样加工,来料加工,整体加工与装配及提供场地供客户装配等方式,力求为客户提供一站管家式的服务,以满足客户多样化需求。
大型机架焊接加工结束,应清理焊道表面的熔渣飞溅物,钣金机架加工电话,检查焊缝外型尺寸及外观质量,钣金机架加工,焊缝不平整时应进行修整。产品质量是决议企业胜败的要害,因此改善机架加工工件的质量,前进工件的质量对每一个大型机架加工厂都是刻不容缓的事.